


 通过认证
通过认证
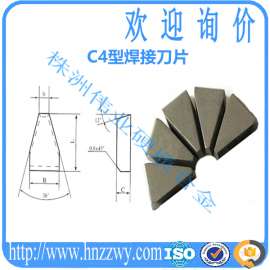
“C4型硬质合金焊接刀片、刀头”参数说明
| 是否有现货: | 否 | 类型: | 钨钴类硬质合金 |
| 主要金属含量: | 99 | 型号: | C4型 |
| 规格: | C4型 | 商标: | 伟钻 |
| 包装: | 塑胶盒 | 产量: | 200000 |
“C4型硬质合金焊接刀片、刀头”详细介绍
硬质合金焊接刀片硬质合金焊接刀片,是比较常见的切削机床上金属切削用刀具刀片,一般都是用在车刀、铣刀上面的刀片。
硬质合金焊接刀片的使用要点 :
1、焊接式切削刀具结构应具有足够的刚性足够的刚性是以允许的外形尺寸,以及采用较高强度的钢号和热处理来保证.
2、硬质合金刀片应固定牢靠硬质合金焊接刀片应有足够的固定牢靠程度,它是靠刀槽及焊接质量来保证的,故要根据刀片形状及刀具几何参数选择刀片镶槽形状.
3、认真检查刀杆在将刀片焊接至刀杆上以前须要对刀片,刀杆进行必要的检查,首先应检查刀片支承面不能有严重弯曲.硬质合金焊接面不得有严重渗碳层,同时还应将硬质合金刀片表面及刀杆镶槽中的污垢进行清除,以保证焊接牢靠.
4、合理选用焊料为了保证焊接强度,应选择合适的焊料.在焊接过程中,应保证良好的湿润性和流动性,并排除气泡,使焊接与合金焊接面充分接触,无缺焊现象.
5、正确选择焊接用熔剂建议采用工业硼砂,在使用前应在烘干炉中进行脱水处理,然后进行碾碎,过筛去除机械杂物,待用.
6、选用网状补偿垫片在焊接高钛低钴细颗粒合金及焊接长而薄的合金刀片时,为减少焊接应力,建议采用厚度为0.2--0.5mm的薄片或网孔径2--3mm的网状补偿垫片进行焊接.