通过认证
通过认证
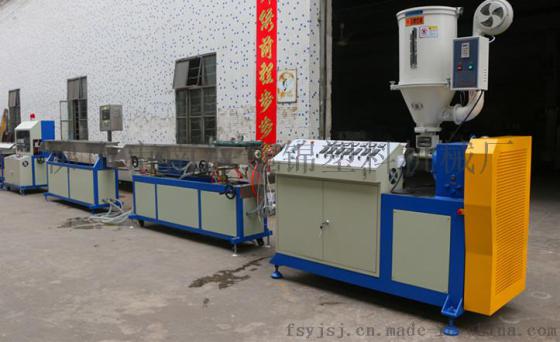
“PPR高速节能管材生产线”参数说明
| 产量: | 500 |
“PPR高速节能管材生产线”详细介绍
锥形双螺杆挤出机在聚烯烃塑料加工中的应用一塑料挤出机的分类与应用特点塑料挤出机按其螺杆数量可以分为单螺杆挤出机、双螺杆挤出机和多螺杆挤出机。目前以单螺杆挤出机应用最为广泛,适宜于一般材料的挤出加工。从单螺杆发展来看,尽管近年来单螺杆挤出机已较为完善,但随着高分子材料和塑料制品不断的发展,还会涌现出更有特点的新型螺杆和特殊单螺杆挤出机。从总体而言,塑料挤出机向着高速、高效、专用化方向发展。双螺杆挤出机喂料特性好,适用于粉料加工,且比单螺杆挤出机有更好的混炼、排气、反应和自洁功能,其特点是在加工热稳定性差的塑料和共混料时更显示出其优越性。近些年来,国内外双螺杆挤出机已经有很大的发展,各种形式的双螺杆挤出机已系列化和商品化,生产的厂商也较多,大致分类如下:(1)按两根轴线相对位置,有平行和锥形之分;(2)按两根螺杆啮合程序,有啮合型和非啮合型之分;(3)按两根螺杆的旋转方向,有同向和异向之分,在异向中又有向内、向外之分;(4)按螺杆旋转速度,有高速和低速之分;(5)按螺杆与机筒的结构,有整体和组合之分。锥形双螺杆挤出机具有塑化混炼均匀、产量高、质量稳定、适应范围广、使用寿命长等特点。配以相应的成型机头模具和辅机,可将各种热塑性塑料特别是硬聚氯乙烯粉料,直接挤出成管、板、片、棒、膜及异型材等塑料制品,也可完成对各种塑料的改性及粉料造粒过程。二锥形双螺杆挤出机在聚烯烃塑料加工应用中的可行性聚烯烃类材料具有相对密度小、耐化学药品性、耐水性好以及良好的机械强度、电绝缘性等特点,可制成薄膜、管材、板材等各种形状制品,广泛应用于农业、包装、电子、电气、汽车、机械、日用杂品等日常生产生活中。目前聚烯烃类材料已逐步的走入国际市场。世界上聚烯烃类材料每年的需求量也在不断的扩大。鉴于国内巨大的市场需求空间,很多国外公司纷纷将目光投向我国,建立聚烯烃塑机生产线对我国来说也是一项重大的挑战。目前,国内用于聚烯烃类材料挤出成型的设备一般是单螺杆挤出机。单螺杆挤出机尽管具有结构简单、工艺控制简单等优势,但其对聚合物的剪切降解小,物料在挤出机中停留时间长,生产效率低。尤其值得指出的是,为了提高生产效率,目前单螺杆挤出机中螺杆长度有逐步加长的趋势,同时电机功率加大,单位制品能耗与国外同类产品相比差距巨大。锥形双螺杆挤出机在粉料塑料的加工成型中有广泛的应用,然而,对聚烯烃的加工成型具有一定的限制,主要是因为聚烯烃颗粒对双螺杆之间的分离力很大,从而损坏螺杆。通过对双螺杆的导程和压缩比进行改进,可以使聚烯烃颗粒对双螺杆间的分离力减小,从而实现锥形双螺杆挤出机在聚烯烃塑料加工成型中的应用。三锥形双螺杆挤出机的研究与应用实例吉诺机械制造有限公司不囿于传统思维定势,努力在双螺杆挤出机加工成型聚烯烃上进行技术攻关。通过对双螺杆长径比、螺杆三大功能段比例以及螺距参数进行创新设计和反复试验,同时,对动力传递以及挤出过程中的排气等具体技术细节进行结构参数创新,成功制得高效节能聚烯烃专用锥形双螺杆挤出机。本产品填补了国内空白,完全可以替代进口,实现了国内聚烯烃双螺杆挤出成型零的突破。本产品的关键技术为:螺杆独特结构的设计技术,主传动轴与从传动轴夹角设计技术,内排气结构设计技术。1对进料、压缩、塑化均化三大功能段的结构参数进行了创新设计,成功解决了螺杆后座力大、电流负荷大等核心技术难点,提高了聚烯烃的塑化和混炼效果,以满足聚烯烃相关产品的生产技术要求在螺杆上都设置有进料段,压缩段和塑化均化段共三段螺棱,且压缩段螺棱长度为螺杆本体上所有螺棱总长度的35%~45%。压缩段螺棱的导程为40~58毫米。增加了有效压缩段和预塑化段的长度,使聚烯烃材料得到很好的塑化和混炼。2主传动轴与从传动轴独特的夹角设计,有效防止了生产过程中熔体压力过高,产生分配箱推力轴承易损及漏油现象。本产品的动力传递方式为:一根锥形螺杆通过主连轴器与分配箱中的主传动轴连接,另一根锥形螺杆通过连轴器与分配箱中的从传动轴相连接,主传动轴与从传动轴通过一对锥形齿轮相互啮合传动;并且对于最大螺棱外径为132毫米、最小螺棱外径为65毫米的锥形双螺杆来说,主传动轴与从传动轴之间的夹角α为2度11分19秒至2度20分0秒之间;对于最大螺棱为188毫米、最小螺棱为92毫米的锥形双螺杆来说,主传动轴与从传动轴间的夹角α为1度52分39秒至1度63分0秒之间。这种结构能有效防止由于聚烯烃类材料在挤出生产过程中熔体压力过高,产生分配箱推力轴承易损及漏油现象。3独特设计了设置在螺棱的内置凹槽排气槽,解决了聚烯烃类材料加工中易出现气孔而影响制品性能的关键技术问题。机筒上无排气孔,在整个压缩段的螺棱上设置有若干排气凹槽,自压缩段至进料口下方的那段进料段的螺棱上也设置有排气凹槽。咨询电话热线:13921981403