通过认证
通过认证
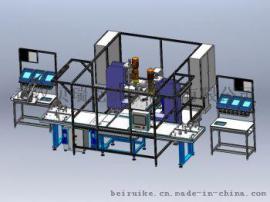
“惠州 鑫广源1000A 单工作台数控铆钉机”参数说明
| 是否有现货: | 是 | 认证: | IS09001 |
| 品牌: | 鑫广源 | 操作方式: | 半自动 |
| 分类: | 液压铆接机 | 结构类型: | C型 |
| 滑块行程: | 120 | 行程次数: | 1 |
| 用途: | 铆钉铆接工艺 | 型号: | 1000A |
| 规格: | 1000*500mm | 商标: | 鑫广源 |
| 包装: | 木箱 | 1500*1100*2150: | 3T |
| 产量: | 100 |
“惠州 鑫广源1000A 单工作台数控铆钉机”详细介绍
铆接机机械特性:工作台放置工件(台面宽度可根据客户要求订做),效率更高。对预设的各铆点,自动逐一铆接。针对不同平面高度的铆点,自动调整铆头高度。对不同大小的铆钉,自动调整铆接时间,以达最大铆接品质和最佳铆接效率。特设强制性气压顶料装置,轻松完成产品脱料。对所铆工件,具有代码存储功能,第二次使用时只需直接调用数据即可。对所铆工件,具有代码存储功能,第二次使用时只需直接调用数据即可。采用日本进口伺服马达驱动定位,精准,稳定,耐用。8寸彩色人机介面显示,操作更直观容易。设备的工作流程如下:1、开机,系统回零,工作台移到装夹位;2、在设备的装夹位置,操作工把缸盖罩零件安放在定位工装上,并由人工快速夹紧工件;3、启动设备,设备自动把定位工装及工件进给到第一个铆接位置并锁定(由电机锁相实现);4、铆接头下降进行铆接(下降距离可设置);5、当铆头下降到设定的铆接位置时完成单点铆接;6、控制铆接油缸动作,退回(退回距离可设置);7、纵、横向移动工件和夹具到下一个铆接点位;8、重复4~7步工作;9、铆接完成后,设备自动把定位工装及工件移动到人工操作位置;10、结束一次铆接工作。